






Procezo de pafblovado kaj derustigado de ŝtala spaca kadro
Eksplodado:
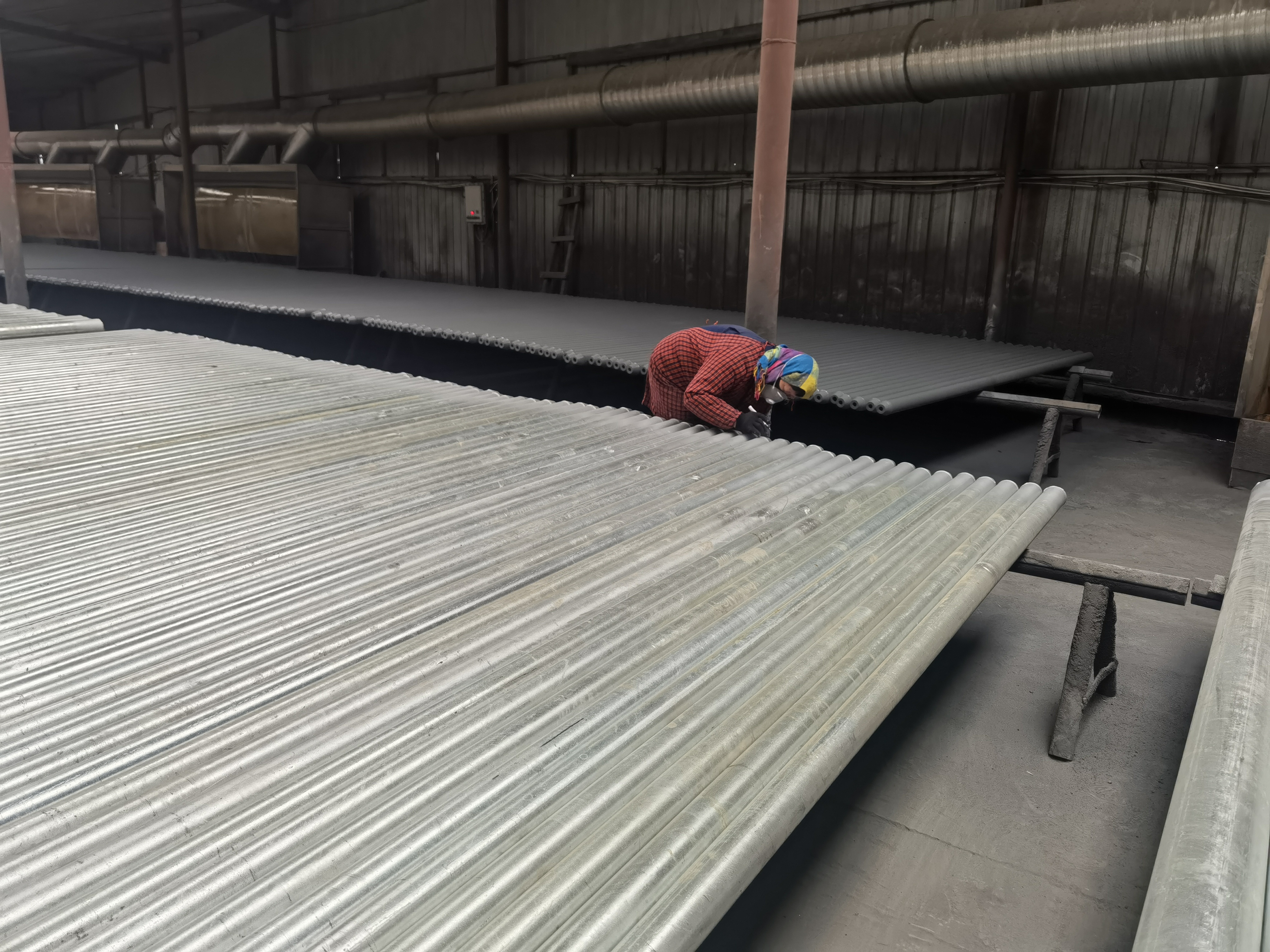
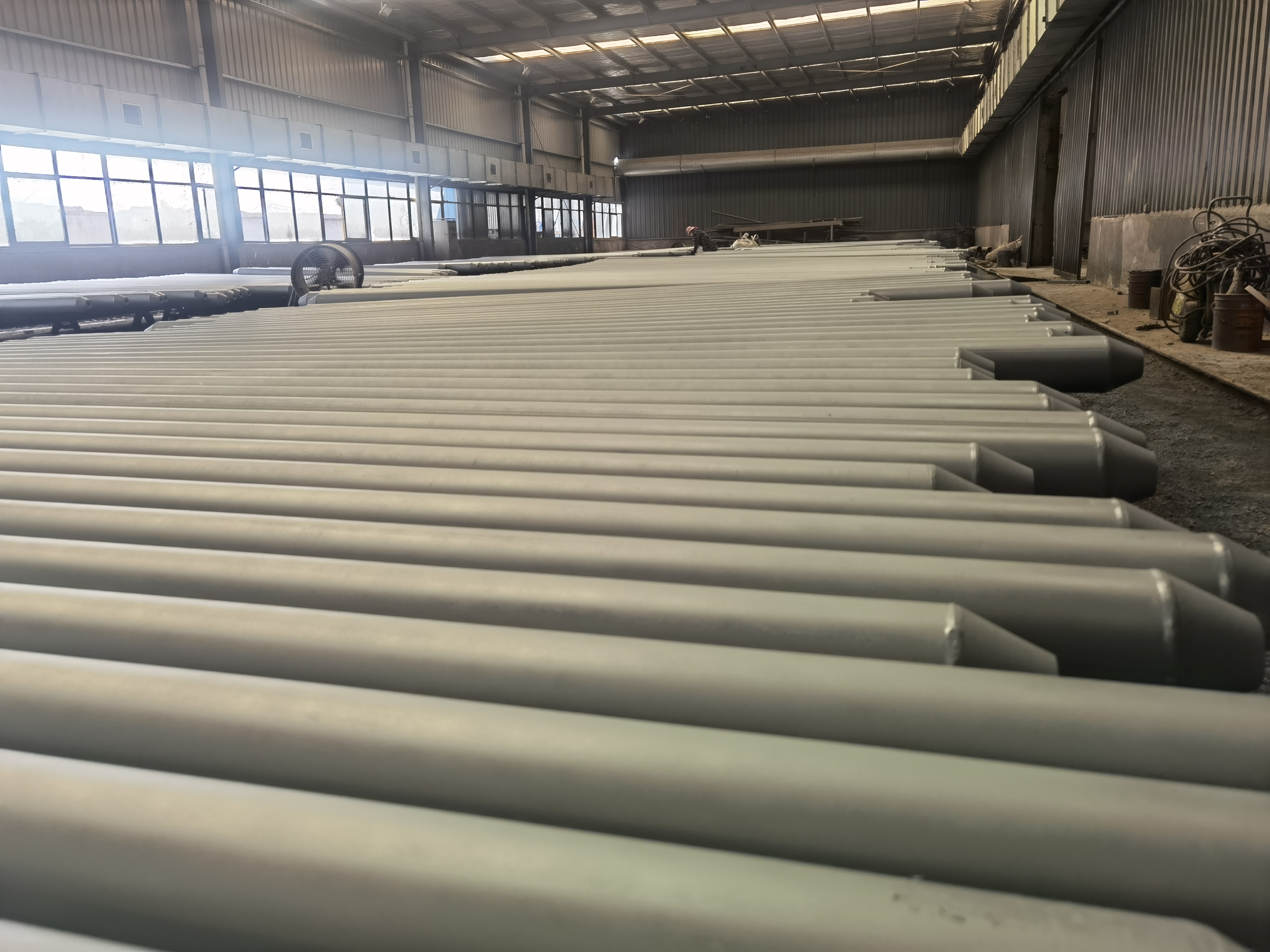
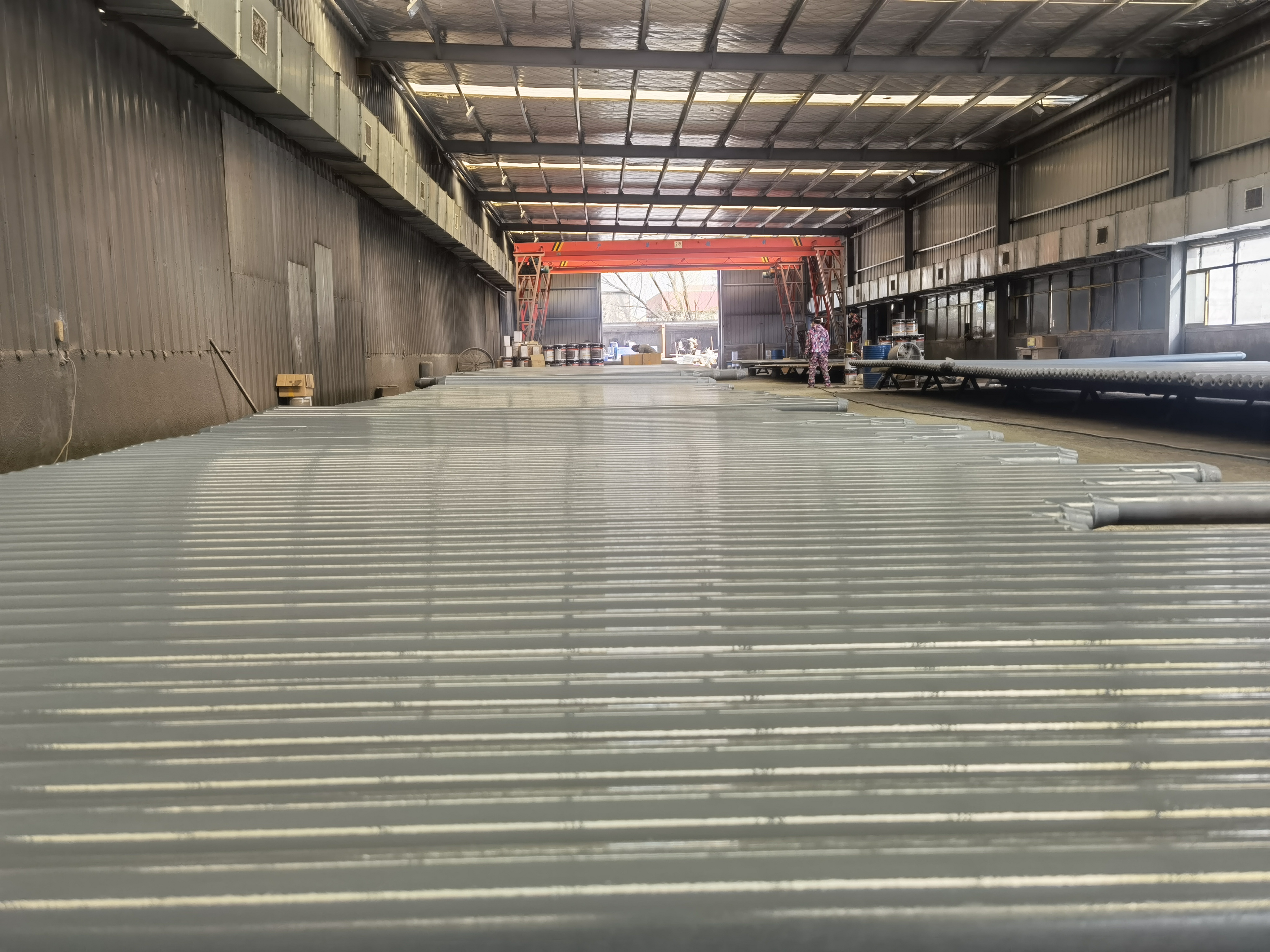
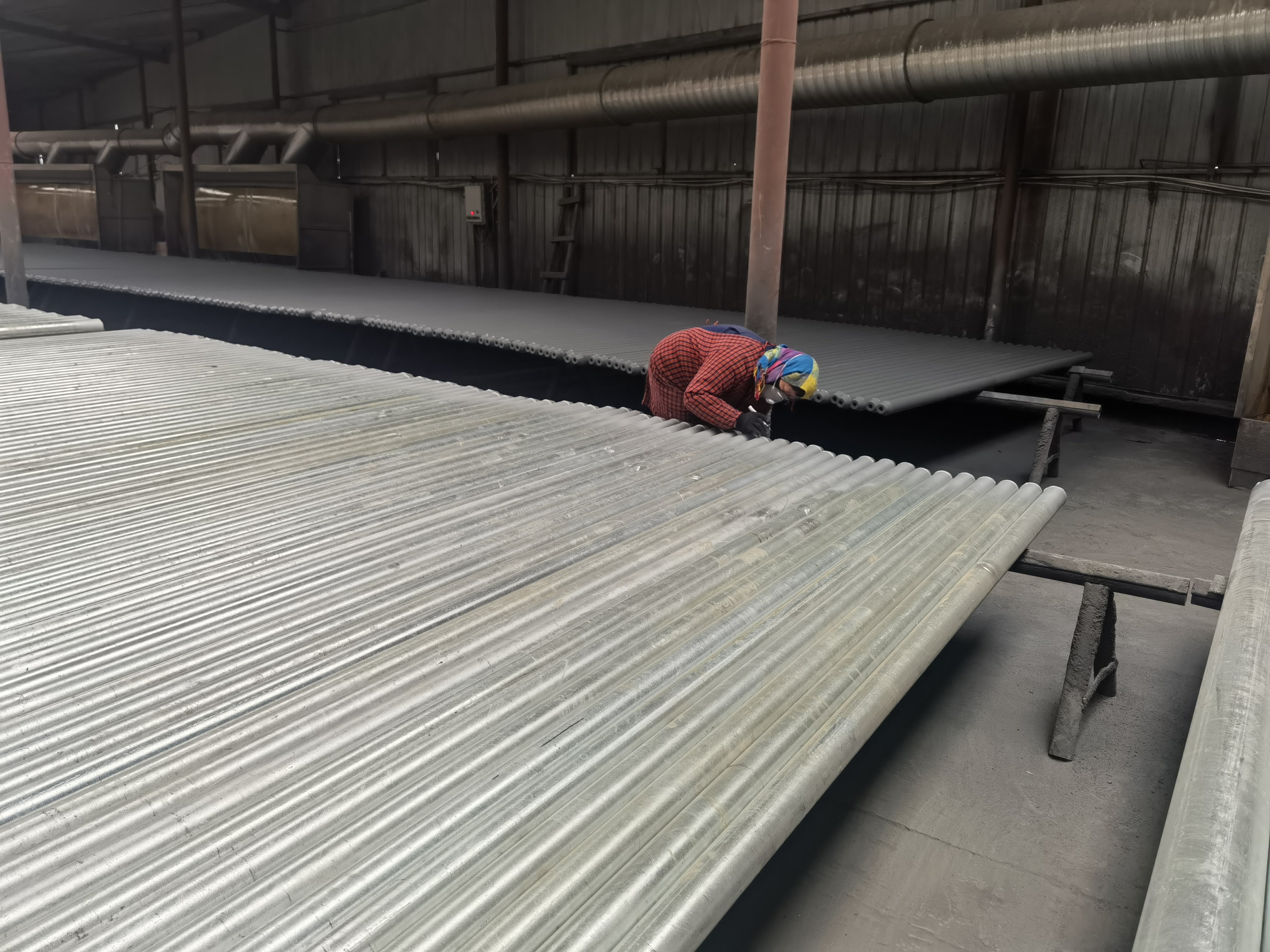
Pafblovado estas uzi la centrifugan forton de la impulsilo sur la pafbloviga maŝino kiam ĝi turniĝas je alta rapideco, kaj la pafbloviga procezo estas tre alta.
La lineara rapideco de la ŝtalo estas pafita al la surfaco de la ŝtalo por esti traktita, rezultigante blovadon kaj muelan efikon, kaj la oksidskalo sur la surfaco de la ŝtalo estas forigita.
kaj rusto, kaj produktas certan krudecon.Pafblovado estas tre efika kaj povas esti farita en hermetika medio.
Pafblovado kaj rustforiggrado;
(1) Milda pafblovado kaj forigo de rusto.La ŝtala surfaco devas esti libera de videbla graso aŭ malpuraĵo kaj libera de forta oksida skalo, rusto kaj farbo tegaĵoj kaj aliaj aldonaĵoj;
(2) Plena pafblovado kaj forigo de rusto.La ŝtala surfaco devas esti libera de videbla graso aŭ malpuraĵo kaj libera de forta oksida skalo, rusto kaj farbo tegaĵoj kaj aliaj aldonaĵoj;
(3) Tre ĝisfunda pafblovado kaj forigo de rusto.La ŝtala surfaco devas esti libera de videbla graso aŭ malpuraĵo, skalo, feraj aldonaĵoj kiel rusto kaj farbo tegaĵoj, ajnaj ceteraj spuroj devus esti nur eta makuloj en la formo de punktoj aŭ strioj;
(4) Pafblovado kaj forigo de rusto por purigi la ŝtalsurfacon.La ŝtala surfaco devas esti libera de videbla graso aŭ malpuraĵo, oxidada haŭto, rusto kaj farbo tegaĵoj kaj aliaj aldonaĵoj, montrante unuforman metalan brilon;